

Proses pengeluaran mudah bola keluli
Pembentukan bola kosong → penyingkiran cincin → pengisaran kasar → pengisaran lembut → pembentukan bola kosong → bola licin (atau pemfailan → pengisaran lembut) → pengisaran keras → pengisaran halus → pengisaran ketepatan (atau penggilapan) → pengisaran ultra ketepatan.
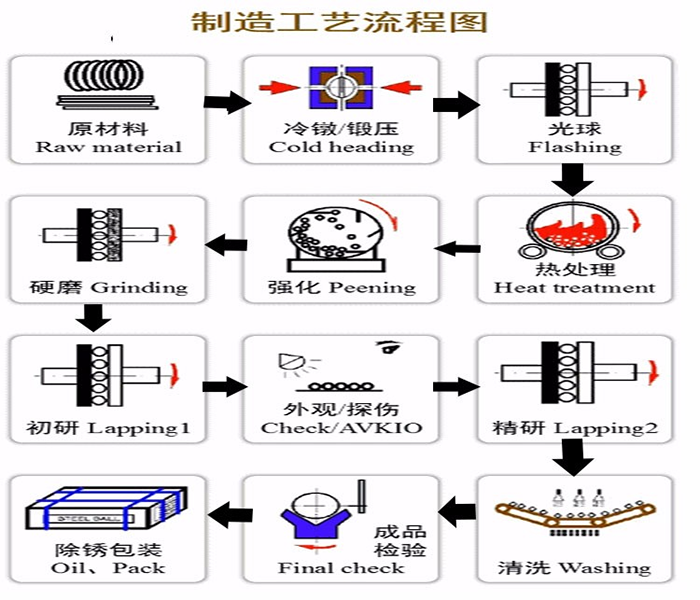
Proses pengeluaran terperinci bola keluli
1. Lukisan wayar: Regangkan wayar ke diameter yang dikehendaki menggunakan mesin lukisan wayar;
2. Tajuk sejuk (menempa): Letakkan wayar yang ditarik ke dalam mesin tanduk sejuk bola keluli, dan gunakan acuan keluli di dalam mesin untuk menempanya menjadi bola kosong;
3. Lightball: Dua plat pekeliling bola pengisar besi tuang di dalam mesin lightball tekan dan failkan embrio tajuk sejuk untuk mengeluarkan cincin luar dan dua tiang pada embrio;
4. Bola lembut: Dua plat pekeliling bola pengisar besi tuang di dalam mesin bola lembut memfailkan embrio bola ringan untuk mengisarnya ke dalam diameter bola yang diperlukan dan kekasaran permukaan;
5. Rawatan haba: Masukkan bola ke dalam relau rawatan haba, karburkannya, pelindapkejutan, dan pembajaan untuk memberikan lapisan pengkarburan, kekerasan, keliatan dan beban penghancuran tertentu;
6. Pengisaran keras: Cakera roda pengisar di dalam mesin pengisar menekan dan mengisar bola yang dirawat haba untuk mengeluarkan lapisan oksida hitam pada permukaan bola dan membetulkan ketepatan bola;
7. Pembersihan pengisaran/penggilap ketepatan: Pengisaran ketepatan: Kisar embrio bebola pengisar dalam mesin pengisar ketepatan untuk mencapai ketepatan dan kelicinan produk siap yang diperlukan;
Menggilap dan membersihkan: Tuangkan bola ke dalam dram pengilat dan putarkannya, kemudian bersihkan permukaan sfera dengan agen pembersih penggilap dan air untuk menjadikannya bersih dan berkilat;
8. Pemilihan rupa: Gunakan pemeriksaan visual manual untuk memeriksa sebarang kecacatan pada permukaan bola keluli, dan gunakan mikrometer untuk mengukur kebulatan sebenar, variasi diameter kelompok, dan menggunakan meter kekasaran permukaan untuk mengesan kekasaran permukaan sebagai pemeriksaan akhir;
9. Pembungkusan: Salut bola keluli/bola keluli tahan karat/bebola keluli galas dengan minyak anti karat dan bungkusnya dalam kotak kadbod atau beg tenunan.
Dengan perkembangan teknologi, permintaan untuk galas tugas berat yang besar dalam industri pembuatan peralatan telah meningkat lagi dari segi kuantiti dan kualiti, dan keperluan untuk kuantiti dan kualiti menyokong bebola keluli galas besar juga perlu ditingkatkan yang sepadan. Variasi diameter kumpulan bola keluli hendaklah kecil, kekasaran permukaan bola keluli hendaklah kecil, ketepatannya hendaklah tinggi, dan perbezaan antara kekerasan teras dan kekerasan permukaan bola keluli hendaklah kecil. Diameter bebola keluli galas besar kini telah mencapai 150MM-200MM。
Proses pembuatan bebola keluli galas besar berbeza daripada spesifikasi biasa. Perbandingan berikut dibuat:
1. Proses pembuatan bebola keluli galas besar:
Pemotongan - Penempaan - Penyepuhlindapan - Pemprosesan Memusing - Rawatan Haba - Pengisaran Keras - Penyelidikan Awal - Penyelidikan Ketepatan;
2. Proses pembuatan bola keluli galas spesifikasi biasa:
Lukisan wayar - Tajuk sejuk - Bola ringan - Bola lembut - Rawatan haba - Pengisaran keras - Pengisaran halus;
Proses pembuatan bebola keluli galas yang diimport
1) Peralatan pembuatan menggunakan bebola keluli galas yang diimport
2) Mula-mula, gerakkan silinder hidraulik untuk memajukan plat pengisar sehingga bebola keluli galas boleh diletakkan di antara dua plat pengisar.
3) Pasang alur keluar bola dan pastikan ia dalam keadaan longgar. Catatkan gelendong untuk mengisi ruang antara dua plat pengisar dengan bola keluli, dan laraskan alur keluar bola ke
Bilah pengumpul bola diikat rapat pada muka hujung plat pengisar (atau roda pengisar) dan diikat pada alur keluar bola. Pada ketika ini, adalah dinasihatkan untuk menggunakan tekanan pada dua plat pengisar untuk memacu bola keluli kromium berputar.
4) Tutup penutup pelindung, mulakan pam air, mulakan dulang bahan, dan mulakan aci utama.
5) Mengikut tabiat proses setiap kilang, laraskan kelajuan gelendong dan dulang bahan, dan laraskan jumlah bola untuk memastikan bahawa bola keluli dalam setiap alur plat panduan diagihkan secara sama rata
Diedarkan secara seragam dan tidak bertindih.
6) Laraskan tekanan pengisaran, putar suis tekanan pada panel operasi ke kedudukan terbuka, laraskan injap peningkatan tekanan pada panel stesen hidraulik, dan naikkan
Tentukan tekanan dan kuncinya di setiap kilang, dan perhatikan sistem hidraulik untuk mengekalkan tekanan semasa permulaan.
7) Dalam keadaan kerja biasa, adalah perlu untuk sentiasa memerhatikan status operasi, tekanan, dan kelancaran keluar masuk hos.
8) Apabila bola keluli mencapai saiz dan kualiti permukaan yang ditentukan, mula-mula kurangkan tekanan kerja, dan kemudian tekan butang berhenti utama.
9) Sediakan bekas untuk mengeluarkan bebola keluli galas.